クランクプレスの「クランク」とは
よく聞くはずの「クランク式」
-
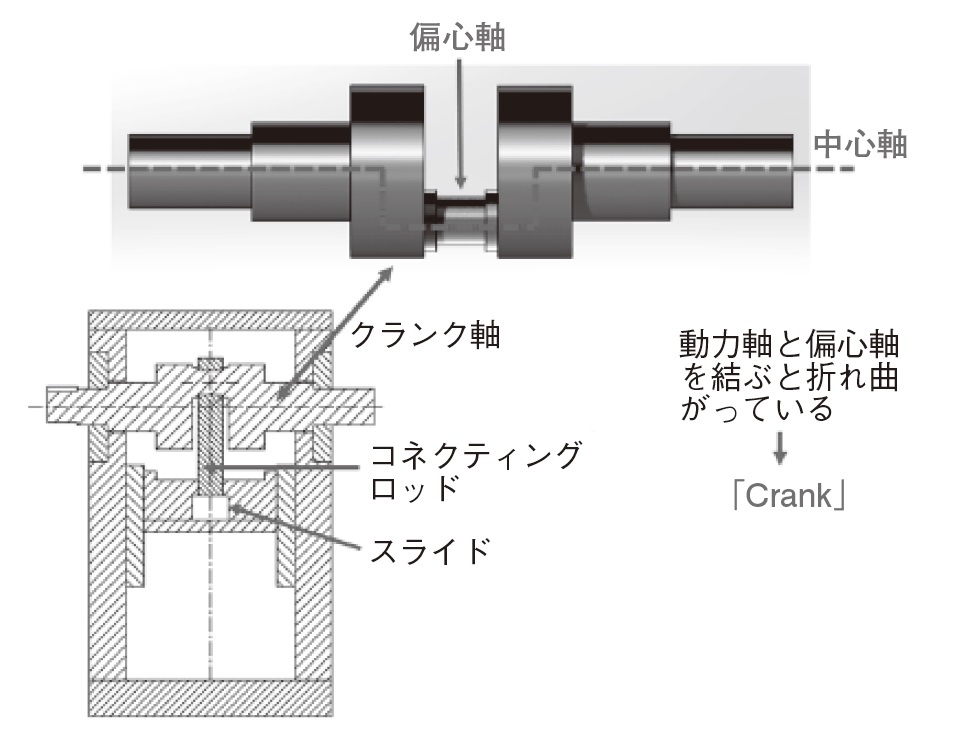
図1 クランク軸
プレス機械の加圧機構は、「クランク式」「ねじ式」「油圧式」「リンク式」「ナックル式」など様々ある。この中で最も多く用いられている方式が「クランク式」である。
図1にクランク軸を示す。クランクはフライホイールと接続した中心軸周りに回転する。中心軸から所定量ずれた位置に偏心軸を設ける。中心軸と偏心軸が一体となったクランク軸を正面から見ると折れ曲がったように見える。英語で折れ曲がった様子のことを「crank」と言う。「クランク」
は、図のように軸が折れ曲がって見えることに由来する。
-
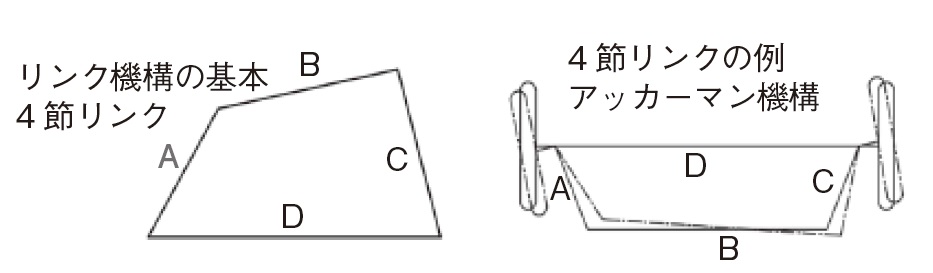
図2 4 節リンク機構
クランク機構は自動車のステアリングに使われる図2に示すアッカーマン機構などの4節リンク機構の応用である。基本的に4節リンクは、最
短リンクAをモータなどで回転させ、他のリンクを動かして多彩な動きを実現する。多くの機械にこの4 節リンクは応用されている。
-
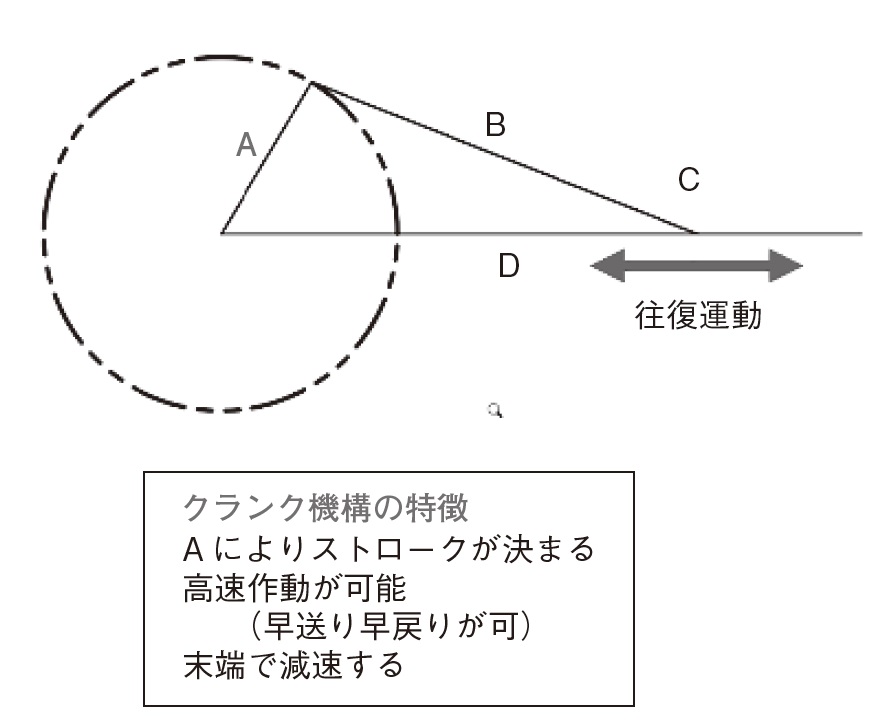
図3 クランク機構
図3に示すクランク機構もこの4節リンクの応用で、最短リンクAを回転軸としリンクCを節点として往復運動させる機構である。特徴はリンクAによってストロークが決まること、高速での早送り、早戻りができることである。また、末端で減速することからプレス加工には都合の良いメカニズムである。プレス機械はリンクA が偏心量となり、プレス機械のストロークが決まる。リンクBがスライドと接続するコネクティングロッドで、節点C に接続したスライドが往復運動する。
プレス加工ではパンチが材料にタッチする時のスピードが加工品の品質に関わる。タッチが早すぎると材料が弾み品質に影響することがある。材料と金型が素早く接触する時とゆっくり接触する時とでは摩擦の状況に変化が生じ、加工に影響を及ぼすこともある。プレス加工はクランク機構の往復運動のストローク端(下死点)で行われることから、下死点付近の速度が重要になる。クランク機構は、ストローク途中は早く動き、下死点で減速する特性があることから生産性を上げつつ品質への影響が最小限に留められることから加工には都合が良い方式として採用される。
執筆者:東北職業能力開発大学校 生産機械システム技術科 職業能力開発教授 喬橋 憲治