加工中になぜスライド調整するの?
下死点は微妙に変化している
-

図1 連続運転中の下死点変位
プレスの段取り時に絞り加工品の高さ調整、曲げ角度の調整などスライド調整を行う。またプレス加工中においても角度変化、底厚寸法が変化するとスライド調整を行う。プレス機械は周囲の温度変化や機械の発熱、それによる隙間の変化などにより下死点は変化する。図1は冬の寒い時期の8 時間連続運転した時の下死点変化である。0.05mm 下死点が変化している。鋼の場合、100mmの長さのものは1℃の温度上昇で1μm長さが変化する。このためスライド調整を行う。
-
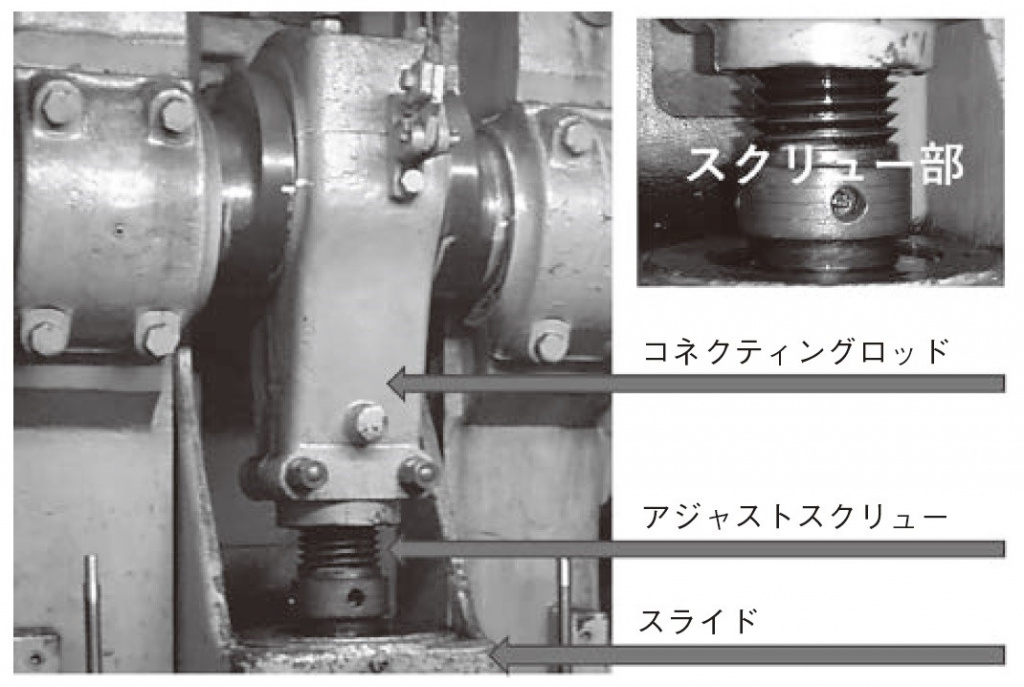
図2 手動のスライド調整
図2は手動で行うタイプのスライド調整部である。スライド調整はコネクティングロッドにねじで結合したアジャストスクリューを回転させて行う。旧式の場合、スクリュー部にある穴に棒を差し込んでスクリューを手で回して調整する。一般的にスクリューを回転させることがスクリュー
調整の基本的なメカニズムである。それでは手動ではなくモータを使い自動で行うためにはどのような仕組みでスクリューを回転させればよいのであろうか。
-
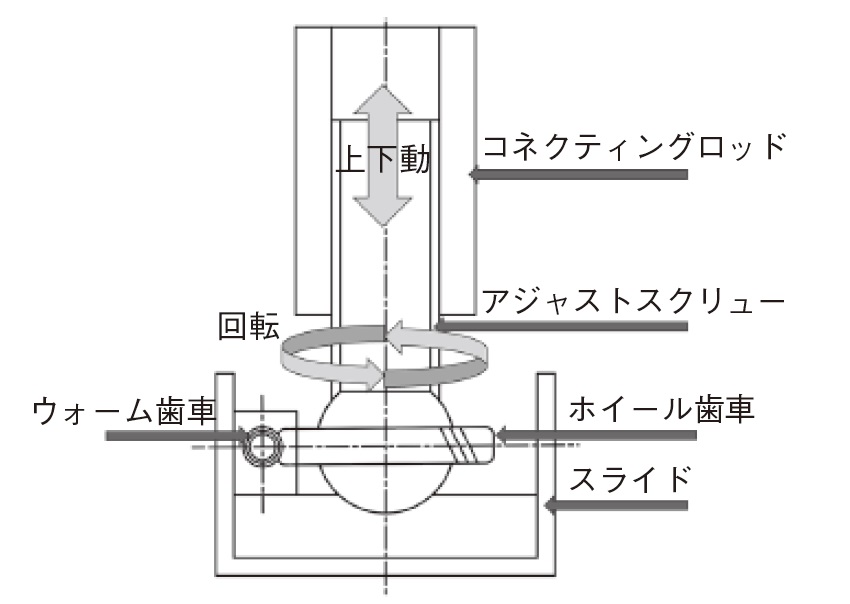
図3 自動のスライド調整機構
自動の場合においても、一般的にはコネクティングロッドとねじで結合させたスクリューを回転させてスライド調整する。手動で回していたスクリューを、動力を使って回転さる。直接アジャストスクリューにモータを直結させて回すことも考えられるが、スクリューとスライドの位置関係、また重いスライドと金型を持ち上げなければならないため、高トルクのモータを使わなければならない。したがってトルクを増すためには歯車の減速機構が最適である(図3)。
歯車機構を組み込むスペースは限られている。しかもスライドなどは重いため大きな出力を必要とする。歯車列を重ねることでハイトルクが実現できるが、最小の歯車列で高トルクの出力が可能なウォーム・ホイル歯車が適している。ウォーム・ホイルは大きな減速比とすることができ、また入力の回転が途切れても歯車が自転しにくいセルフロックを特徴とする。大きな荷重を出力するのに適した機構であり、安定した位置決めも可能である。
執筆者:東北職業能力開発大学校 生産機械システム技術科 職業能力開発教授 喬橋 憲治